Training Schedule
Training for Infrared and EMT professionals world-wide.

Infrared Thermography (IRT) has been a Condition Monitoring (CM) tool for years and has met with great success in inspecting mechanical assets. While other technologies can find some mechanical failure modes sooner than IRT, it still is an excellent correlating and verification tool, and in some applications actually is the only CM technology that can discover defects. Despite admonition from experts in the field that qualitative analysis is the best application for IRT, and that temperature measurements should be a lesser expectation, many still put stock in radiometric measurements.
Surface temperature is a very dynamic value. So many variables have an impact on what the surface temperature of any object can actually be, even when measured by direct contact (for example with a thermocouple). When we mix in the factors that can skew temperature measurements made radiometrically, the likelihood of having a level of precision goes way down. Here are 10 reasons why measured temperatures or measured rises in temperature should be considered minimums, or “at least” what they appear to be.
1. The emissivity may be lower than that reported.
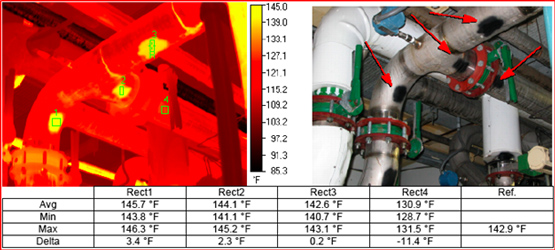
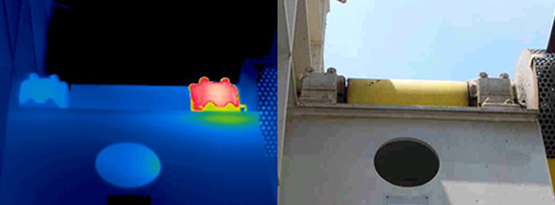
Thermographers are encouraged to make measurements on high emissivity (>0.8) surfaces, such as painted surfaces or high emissivity targets (electrical tape). Temperature measurements on high emissivity surfaces are much more accurate and less sensitive to errors in emissivity value or background reflected radiosity. While painted surfaces of many mechanical assets can provide reliable measurements(see photo above) they will be heated by conduction by an internal fault, and therefore cooler than the actual fault (the 2nd law of thermodynamics).
2. The temperature at the fault location will be hotter than at the surface.
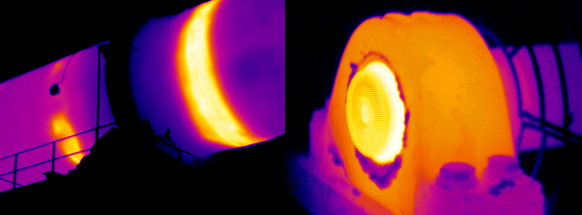
This again is simply the 2nd law of thermodynamics: heat flows from hot to cold. Mechanical faults are usually internal and not in direct line of sight of the camera, resulting in a thermal gradient between the internal fault and the surface being measured; for example, in the bearing image above, or the rotary kiln. The further from the surface being inspected the greater the thermal gradient.

3. There may be a wind or forced convection during the inspection.
Forced convection, from ambient air that is cooler than the surface under inspection, occurring during the inspection will cause a lower surface temperature than will occur when the convection stops. A 15-mph/24-kph wind may drop the delta-T by as much as 66%.
4. The object may be smaller than IFOVmeasure.
All optical instruments have resolution limits. Infrared cameras or imagers have two different limits: the distance for detection (IFOV) and the distance for measurement (IFOVmeas). Just because you can detect or see a hot spot does not mean you can measure it. Typically, IFOVmeas is about 3X larger than IFOV, or in other words the target needs to be three times larger to measure than to see. When operating beyond the IFOVmeas capabilities the hot spot is averaged with the surroundings potentially resulting in a lower temperature reading than actual.
5. There may be an alternative path of heat flow.
Heat flow takes the path of least resistance, and is omnidirectional, so it may not be towards the surface you are inspecting. A bearing may displace heat into the structure of the mounting surface rather than the surface that you are able to “see”. For example, fan bearings may be influenced by the fan wheel and the temperature of the material within the fan.
6. The load may increase.
Mechanical systems are affected by the load and speed of the system, just as electrical components are. The more load or speed, the more heat may be generated. Knowing and documenting system load at the time of inspection is imperative due to this impact.
7. The air temperature may increase.
A typical fault is a constant power generator if the load remains the same. The majority of this power goes into heat, so a fault is also considered to be a constant heat generator. This heat flows from the fault to the surroundings, the majority of the time of which is the ambient air temperature. Newton’s Law of Cooling tells us that one of the variables in how much heat is transferred convectively is the delta-T between the surface in question and the fluid (in most cases, air) surrounding it. Increases in air temperature will result in a decrease in the delta-T between the air and the surface. , which will result in a different rate of convective cooling.
8. The temperature may be warmer because the equipment is in an unventilated space.
This is related to point 7 but perhaps not obvious. Equipment in poorly ventilated rooms or spaces will effectively be operating in an elevated temperature zone. With poor air flow boundary layers develop on surfaces, and again, the lower the Delta between the surface and the air surrounding it, the less convective transfer. In a warm ambient environment, surfaces cool more slowly, the result being an increase in surface temperature.
9. The fault may experience radiant (e.g. solar) gain.
The fault, and consequent surface temperature, will be influenced by the surrounding radiant conditions. If a hot source, such as the sun or boiler, radiates directly on the fault surface, the surface temperature, (and consequently the fault temperature) will rise.
10. Variances in sources of background radiation.
While many mechanical assets can be highly emissive due to having paint on their surface, there is still an impact from background radiation. If you consider most paint (that isn’t metallic) having an approximate emissivity of 0.90-0.92, that still means that there is a reflectivity value of 0.08-0.10. So, for many mechanical assets that are painted, between 8% and 10% of the radiant energy from their surface is reflected from something else in its surroundings. If those sources of background radiation themselves vary, because of changes in a particular process or changes in their operating condition, the amount of radiation from their surfaces will change. That change results in a different level of reflected energy from the surface being inspected.
So, there you have it. We’ve listed 10 reasons, perhaps if you Think Thermally®, you can think of more!




